Join the Nanofiber Revolution with Bioinicia Fluidnatek!
Are you a dynamic and results-oriented sales professional with a passion for cutting-edge technology? Do you thrive in a fast-paced, innovative environment? If so, Bioinicia Fluidnatek has an exciting opportunity for you!
We are seeking a talented Key Account Manager (KAM) to join our team and drive growth in Central Europe. As a KAM, you will be responsible for developing and managing key customer relationships, promoting our state-of-the-art nanofiber equipment, and expanding our market presence in the region.
About Bioinicia Fluidnatek:
We are a leading company in the field of nanofiber and nanoparticle technologies, specializing in electrospinning equipment. Our innovative solutions are revolutionizing industries such as pharmaceuticals, cosmetics, food, and filtration. With a strong focus on research and development, we are committed to pushing the boundaries of what’s possible with nanofibers.
Your Mission
Identify and target potential customers in Central Europe, either the Netherlands, Belgium and France or Germany, Switzerland and Austria.
Develop and execute a strategic sales plan to achieve and exceed sales targets.
Build and maintain strong relationships with key decision-makers at target accounts.
Conduct product presentations and demonstrations to showcase the value of our equipment.
Negotiate and close sales contracts, ensuring customer satisfaction and long-term partnerships.
Represent Bioinicia Fluidnatek at industry events and conferences.
Provide regular sales reports and market feedback to the Sales Manager.
What You Bring
Proven track record of success in key account management, preferably in the sales of capital equipment.
Strong technical background or aptitude, with the ability to understand and explain complex technical concepts.
Excellent communication, presentation, and negotiation skills.
Self-motivated and proactive, with a strong drive to achieve results.
Ability to work independently and as part of a team.
Willingness to travel frequently within Central Europe (25-30% of time).
Fluency in English is required; communication skills in Spanish, French, Dutch or German are a plus.
Profile and skills required
Previous experience of at least 4 years working as KAM, preferably in the field of equipment sales.
Proven experience creating a customer portfolio.
Higher education with technical background will be highly considered (e.g. engineering…) since it will help to a better understanding of the process and the technology that Bioinicia is offering.
Person used to being proactive and working autonomously with the tools and resources provided.
It must be results-oriented person and committed to reach the goals established by the Sales Manager of the equipment business unit.
The person will report directly to the Sales Manager of the equipment business unit.
Person used to travel often. Availability to travel 25-30% of time.
Having a high level of German language (speaking and writing) will be positively considered. High level of English and Spanish is required.
It is required an organized and disciplined person with good commercial skills, as well as able to create, increase and manage properly, proactively and efficiently a customer portfolio.
Familiarity with usual marketing & sales tools: CRM, ERP, online professional networks, etc…
Bioinicia intends to create a long-term relationship with the person hired for the KAM position offered and the remuneration consists of a fix base salary + attractive variable bonus.
Why Bioinicia Fluidnatek?
Opportunity to work with a cutting-edge technology that is transforming multiple industries.
Dynamic and collaborative work environment.
Competitive salary and benefits package.
Chance to grow your career with a rapidly expanding company.
Ready to Make an Impact?
If you are a passionate and driven sales professional looking for a challenging and rewarding opportunity, we want to hear from you! Please submit your CV and cover letter detailing your qualifications and experience: marketing@bioinicia.com
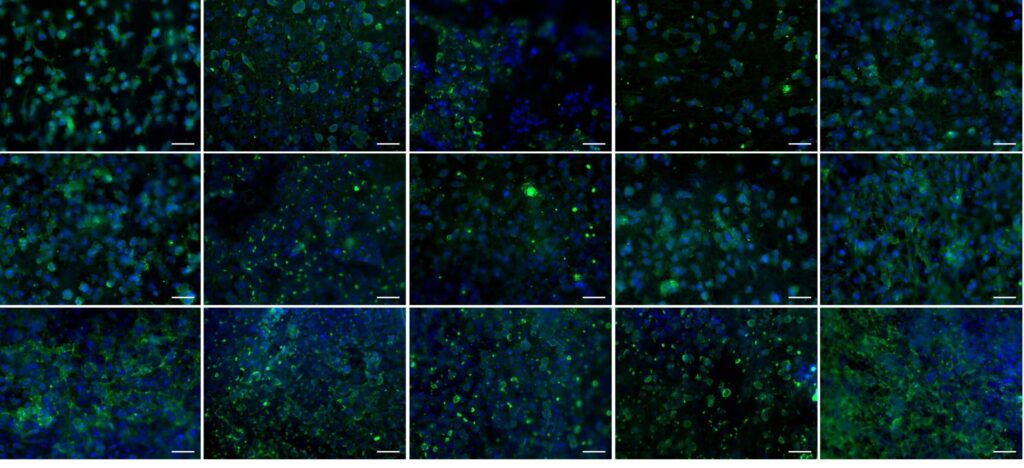
To mimic the structure and function of natural extracellular matrix (ECM), electrospun fibrous meshes (eFMs) have been developed at the 3B’s Research Group (University of Minho, Portugal). Despite their physical resemblance, the ability of natural ECM to locally bind, store and deliver bioactive factors to adjacent cells have been also considered. Materializing, antibodies, tissue-specific proteins, soluble growth factors or extracellular vesicles were immobilized at the high surface area of eFMs. These biofunctional systems were developed to specifically regenerate cartilage, bone, vascular, neural and thymic tissues, using either endogenous or natural biomolecules. Ultimately, we aim to validate, at the preclinical and clinical stages, advanced target therapies for human use.
About the speaker
Dr. Albino Martins is an expert in Tissue Engineering and Regenerative Medicine at 3Bs – University of Minho, with expertise in nanostructures for targeted therapies. He holds a PhD in Tissue Engineering and has authored over 85 publications, accumulating 4,000+ citations (h-index 36). His work focuses on functionalized nanofibers and nanoparticles for cell modulation and cancer treatment. He has led and coordinated several national and international research projects, holds multiple patents, and actively participates in scientific dissemination. Martins also serves on editorial boards of high-impact journals and has supervised numerous graduate students, contributing significantly to research, innovation, and education in biomaterials and regenerative medicine.
About 3B’s
The 3B’s Research Group, part of the 3Bs Institute at the University of Minho, Portugal, is a leading center in biomaterials, tissue engineering, and regenerative medicine.Established in 1998, it focuses on developing natural polymer-based biomaterials and stem cell therapies for applications in drug delivery and tissue regeneration.The group leads the European Institute of Excellence on Tissue Engineering and Regenerative Medicine, with branches in 13 countries.
More information
3B’s Research Group. Click herefor more information.
We’re thrilled to share that Fluidnatek is on a commercial mission in Medicon Valley Alliance, one of Europe’s most dynamic medical clusters. 🌍 Our presence at the #MVAAnnualSummit2025 is a key step in deepening our engagement with the science community, fostering new collaborations, and exploring business opportunities in this vibrant ecosystem.
Representing us at the summit is our Sales and Marketing Manager, Enrique Navarro Alonso, who is actively connecting with industry leaders and showcasing Fluidnatek’s latest innovations. 🤝
If you’re at the event, be sure to meet us and discover how we can work together to shape the future of life sciences.
Proud to be part of this international hub for pharma, biotech, and medtech advancement!
Why Environmental Control Is Crucial in Electrospinning
The Environmental Control Unit (ECU) is a self-contained external system that supplies conditioned, clean air to the fabrication chamber, regulating temperature (T) and relative humidity (RH) throughout the electrospinning process. Additionally, the air flow can be monitored and adjusted as needed. Properly controlling T, RH, and air flow is essential for achieving consistent fiber or particle morphology, enhancing sample uniformity and production efficiency, and ensuring effective evaporation of solvent vapors—thereby reducing residual solvent in fibers or particles.
Enviromental Control Unit by Fluidnatek.
Achieving reproducible fabrication of nanofibers and nanoparticles by electrospinning and electrospraying can present challenges. Incorporating the ECU significantly boosts the performance of electrospinners by allowing consistent fabrication regardless of time and location and by reducing the risk of clogging. Effective environmental control in electrospinning opens up possibilities for using a broader range of polymers and solvents in advanced sample development. The ECU also enhances the process’s repeatability (ensuring batch-to-batch consistency) and scalability while maintaining safe conditions for the operator.
Advantages of using the Environmental Control Unit developed by Fluidnatek in your electrospinning process when it comes to:
Polymers
Solvents
ACTIVE INGREDIENTS
Fiber properties& Morphology
Scalability
Safety
POLYMERS
Polymers sensitive to temperature & relative humidity:
The ability to control the environmental conditions during electrospinning process expands the list of polymers that can be properly processed. These include polymers particularly sensitive to temperature and humidity. A good example of this, amongst others, are the following polymers: Polycaprolactone (PCL), polylactic acid (PLA), polyglycolic acid (PGA), polylactic-co-glycolic acid (PLGA), polyethylene oxide (PEO), polyacrylonitrile (PAN), polyurethane (PU), Gelatin (Gel), Collagen (Clg), and nylon (N6 or N66). These polymers are used in applications like tissue engineering, medical devices, drug delivery, filtration, energy storage, food packaging, and other ones.
Tightly controlling temperature, relative humidity and air flow will allow consistent Taylor cone stability, prevent needle clogging (in needle-based electrospinning systems), and open research and production possibilities resulting in consistent and reproducible fabrication independent of time of year and location.
Picture 1 demonstrates the impact of precise control over temperature and relative humidity on fiber morphology, showing SEM images of two defect-free samples produced using different environmental conditions.
Figure 1a
Figure 1b
Picture1. Electrospun fibers developed under tight conditions with the Fluidnatek Environmental Control Unit (ECU) technology: a) PCL microfibers at 24°C/40% RH, b) PLA sub-microfibers at 25°C/30% RH. Images by Nanoscience Instruments.
Polymers with High Solvent Affinity:
Polymers that have good affinity to solvents can be difficult to minimize the residual solvent unless the right temperature, relative humidity and sometimes even a specific air flow rate are used during fabrication. A few examples of this include Collagen (Clg), Gelatin (Gel), Chitosan (natural materials) and solvents like Hexafluoroisopropanol (HFIP). These natural polymers are widely used in electrospinning, in uses like tissue engineering applications and medical devices (e.g. in applications like wound healing) as they are found in the native extracellular matrix and can be tuned to application needs thanks to the unique capabilities of electrospinning.
The addition of the Fluidnatek Environmental Control Unit ensures a wide range of temperature and relative humidity, simplifying the processing of polymers and solvents with good affinity and ensuring proper solvent removal during sample development (e.g. R&D stage), or during fabrication, when the process has been scaled up and taken to manufacturing stage.
Figure 2 shows the collagen and gelatin fibers processed with HFIP under tight environmental conditions which can be achieved using the Fluidnatek ECU. Operating at low relative humidities can cause needle clogging and dripping. Preventing needle clogging and dripping was possible for collagen when increasing the humidity up to 63%, allowing for constant electrospun fiber production (Picture 2a).
In the other case, gelatin microfibers from a recipe with HFIP blended with acetic acid as solvents in this electrospinning process, were obtained at lower humidity (35% RH). In this case, the solution and processing parameters were optimized to allow for ribbon shaped structures (Foto 2b).
Figure 2a
Figure 2b
Figure 2. Electrospun natural fibers produced at defined environmental conditions. a) Collagen fibers at 22°C and 63% RH, b) Gelatin fibers at 25°C and 35% RH, both dissolved in HFIP. Images by Nanoscience Instruments.
ENVIRONmental Control in electrospinning with fluidnatek ecu
Solvents
Managing environmental conditions during electrospinning expands the range of usable solvents.
Volatile Solvents:
Solvents like acetone (Ace), dichloromethane (DCM), chloroform (CHF), methyl acetate (MA), and ethyl acetate (EA) are frequently used in electrospinning and electrospraying. With high vapor pressures and rapid evaporation rates, can cause issues such as needle clogging or secondary jetting (Figure 3a), which makes consistent production and reproducibility difficult. Effective environmental control allows these volatile solvents to be used by setting optimal conditions to prevent needle clogging (Figure 3b).
Figure 3: A polymer solution with a low boiling point processed at varying humidity levels: a) 25°C, 35% RH causing clogging, and b) optimized at 25°C, 50% RH, allowing for a stable process and preventing clogging. Images by Nanoscience Instruments.
Figure 4 shows typical examples of PCL and PLA fibers and particles developed with high vapor pressure, volatile solvents. These biocompatible materials are widely used in fields such as tissue engineering, medical devices, and drug delivery. Without proper control over temperature and humidity, consistently producing these fibers or particles would not be feasible.
Figure 4a
Figure 4b
Figure 4c
Figure 4. Electrospun fibers and electrosprayed particles produced using highly volatile solvents under controlled environmental conditions: a) PCL in DCM at 25°C, 40% RH, b) PLA in DCM at 25°C, 50% RH, and c) PCL in MA at 22°C, 60% RH. Images by Nanoscience Instruments.
Non-volatile solvents (low evaporation rate):
Solvents with low evaporation rates, such as acetic acid (AA), dimethylformamide (DMF), dimethyl acetamide (DMAc), water (W), and N-Methyl-2-pyrrolidone (NMP), can be challenging to process because they do not evaporate fully, leading to fiber or particle adhesion and significant residual solvent content. This issue commonly arises with these types of solvents. How does the Environmental Control Unit address this challenge? By increasing the air temperature in the chamber (reducing relative humidity) and lowering absolute humidity, the unit facilitates processing and minimizes residual solvent in the resulting fibers or particles.
The water-soluble polymer polyethylene oxide (PEO) is often used in electrospinning as a sacrificial polymer, helping to produce fibers and particles from materials that are otherwise difficult or impossible to spin on their own. Figure 5a displays SEM images of PEO fibers dissolved in water. At low relative humidity, water evaporates more efficiently, enabling larger fiber formation. In contrast, higher relative humidity slows down evaporation, allowing for fine adjustments in microstructure to produce smaller fiber diameters.
Figure 5a
Figure 5b
Figure 5c
Photo 5. Electrospun synthetic polymers dissolved in low vapor pressure solvents under precise environmental conditions with the Fluidnatek Environmental Control Unit: a) PEO in water at 28°C, 40% RH, b) PAN in DMF at 25°C, 40% RH, and c) Thermoplastic polyurethane (TPU) in DMAc at 24°C, 43% RH. Images by Nanoscience Instruments.
Polyacrylonitrile (PAN) is often used in air filtration and as a precursor to carbon nanofibers (which can be produced through calcination) for energy storage applications like fuel cells, where membranes and separators require high energy density. Figure 5b shows PAN fibers produced in DMF, with temperature and humidity optimized to maximize production, reduce fiber bonding, and minimize residual solvent. PAN is highly sensitive to environmental conditions, so a stable Environmental Control Unit like Fluidnatek’s is essential for optimal results.
Thermoplastic Polyurethane (TPU) is widely applied as a coating for medical devices due to its stability and ideal mechanical properties, especially for implantable metals like stents, grafts, or heart valves. These devices often need to be crimped to smaller diameters, requiring flexibility. Controlling temperature and humidity helps prevent fiber bonding, which can otherwise interfere with TPU’s crimping ability. Figure 5c shows TPU fibers processed in DMAc, displaying their optimized microstructure.
Active ingredients
Many active ingredients commonly used in electrospinning—such as proteins, amino acids, vitamins, peptides, bacteria, live cells, or pharmaceuticals—are sensitive to temperature and humidity. High temperatures can degrade their native structure, while high humidity levels may cause hydrolysis, reducing effectiveness. In electrospraying, additives like surfactants and salts are used to improve particle suspension and surface tension but can be affected if temperature and humidity are not well controlled. The Fluidnatek Environmental Control Unit allows precise control from 18°C to 45°C (±1°C) and 10% to 80% (±3%) relative humidity to prevent these adverse effects, ensuring ideal conditions for thermolabile active ingredients or additives.
Fiber Properties and Morphology in Electrospun Materials
When developing an electrospinning or electrospraying process, optimizing from the start (R&D phase) is crucial for producing consistent and reproducible fibers or particles with defined properties. Uniform fiber morphology is essential to maintain key mechanical properties such as tensile strength, modulus, elongation, suture retention strength, and burst pressure. Additionally, fiber size can be modified to control the porosity of electrospun materials. The appearance of defects like beads and splashes in fiber morphology can also be strongly influenced by environmental conditions.
For example, producing gelatin fibers at 25°C and 70% RH leads to a beaded fiber structure (Figure 6a). At high humidity, water in the solution evaporates slowly, reducing solution viscosity and preventing full polymer elongation during jet formation, resulting in beads. These beaded structures can impact the mechanical properties, pore size, porosity, and potential release profile of active ingredients (e.g., in pharmaceuticals or cosmetics made via electrospinning or electrospraying).
Figure 6a
Figure 6b
Image 6. Gelatin fibers produced under varying humidity conditions: a) 25°C, 70% RH, and b) 25°C, 35% RH. Fibers created at high relative humidity display beaded structures, while those generated at lower humidity levels are smooth, round, and elongated. Images by Nanoscience Instruments.
Adjusting the electrospinning process to use a relative humidity of 35% for gelatin fibers results in rounded, consistent fiber morphology (Figure 6b). Lower humidity optimizes solvent evaporation, allowing material in the jet phase to elongate effectively and solidify at an ideal rate.
Temperature is another crucial factor influencing fiber characteristics and morphology, interacting closely with relative humidity and solvent properties. Humidity and temperature are interconnected variables; for instance, a rise in temperature may lower the relative humidity within the electrospinning chamber, impacting fiber thickness. Increasing temperature typically reduces solution viscosity, enabling faster movement of polymer chains, resulting in thinner fibers. However, higher evaporation rates due to increased temperature can also lead to thicker fibers. Therefore, achieving the optimal temperature balance is essential for specific application needs.
Generally, hydrophilic polymer fibers electrospun at low temperatures and high humidity will have smaller diameters, while those produced at higher temperatures and lower humidity will yield larger fiber diameters. For hydrophobic polymers, high humidity during electrospinning may cause water droplets to collect on the fiber surface, resulting in porous structures. These pores, while often considered defects that reduce mechanical strength, can be desirable for certain applications.
Scalability
Environmental control is essential when scaling the electrospinning process from initial proof-of-concept and feasibility studies to pilot production and, ultimately, industrial-scale manufacturing. The process’s stability, consistency, and reproducibility depend significantly on maintaining specific environmental conditions, along with other key factors.
As an example of the importance of environmental conditions in scaling electrospinning, polyacrylonitrile (PAN) fibers in dimethylformamide (DMF) were produced using 60 needles under controlled conditions. Optimal results were achieved with a flow rate of 30 mL/h (0.5 mL/h per needle) at 25°C, 35% relative humidity, and 90 m³/h air flow. However, when the number of needles doubled from 60 to 120, the flow rate increased to 60 mL/h to maintain a consistent rate per needle. Using the same environmental settings in this scaled-up configuration resulted in defects, specifically stacking and cross-stacking (Figure 7a). Stacking refers to fiber buildup from the collector to the needle, while cross-stacking describes fibers accumulated between fibers from separate needles.
Figure 7a
Figure 7b
Photo 7. Impact of temperature and humidity control on scaling PAN production: a) shows stacking and cross-stacking defects; b) optimized temperature, humidity, and airflow settings with defect-free production. Images by Nanoscience Instruments.
To address these issues, environmental parameters were refined, yielding a stable process at 40°C, 18% RH, and 120 m³/h airflow (Figure 7b). These optimized conditions, summarized in Table 1, increased evaporation rates and enabled faster solvent removal from the chamber due to higher airflow. This adjustment led to smooth, uniform PAN fiber production.
By controlling environmental conditions, the process benefits from improved solvent removal, prevention of needle clogging, and minimized defects, whether during sample development or large-scale material roll production. These optimized settings not only stabilize the process but also enhance electrospinning throughput (Table 1), making industrial-scale production feasible. The Environmental Control Unit thus enables seamless scaling from R&D to process development, pilot production, and finally to industrial manufacturing. The ECU’s core requirements include: 1) Versatility: full control over heating, cooling, drying, and humidifying; 2) Stability: precise and consistent temperature and humidity around set points for reliable processing; 3) Agility: the speed at which the ECU reaches desired environmental settings. The Fluidnatek Environmental Control Unit delivers all these features.
Needles
Flow Rate
Environmental conditions
Result
60
30 mL/h
25°C, 35% RH, air flow of 90 m3/h
Stable process
120
60 mL/h
25°C, 35% RH, air flow of 90 m3/h
Stacking & cross-stacking defects
120
60 mL/h
40°C, 18% RH, air flow of 120 m3/h
Stable process
120
120 mL/h
40°C, 18% RH, air flow of 120 m3/h
Stable & increased throughput
Environmental Control IN ELECTROSPINNING with Fluidnatek ECU
Safety
Safety is a crucial consideration in electrospinning, as it often involves the use of flammable or toxic solvents, as well as potentially hazardous polymers and additives. The Environmental Control Unit (ECU) developed by Fluidnatek incorporates several safety features to ensure stable and safe conditions during the electrospinning process.
Actively Regulated Exhaust System The system includes differential pressure sensors integrated into a control loop with an extraction fan, ensuring optimal ventilation while maintaining slightly negative pressure within the chamber. In case of a ventilation failure, the system shuts down safely to avoid the accumulation of harmful solvent vapors. This exhaust system works in tandem with the ECU to maintain stable environmental conditions, including temperature (18°C to 45°C ± 1°C), relative humidity (10% to 80% ± 3%), and airflow (50 m³/h to 180 m³/h).
Inert Atmosphere For applications involving large quantities of highly flammable or explosive solvents, the ECU can be equipped with a nitrogen loop. Combined with an oxygen sensor, this feature ensures that the oxygen concentration remains below the Lower Explosion Limit (LEL), maintaining safe conditions. The user can set a desired oxygen concentration limit, and the system will automatically adjust to keep the levels within safe parameters.
CONCLUSIONS
The Environmental Control Unit (ECU) plays a vital role in the electrospinning process. The environmental conditions within the electrospinner’s chamber can significantly affect the properties of the electrospun materials, even when other process variables remain constant. Fluidnatek understands the critical importance of this, which is why we designed our ECU specifically for electrospinning processes. Our newly released ECU 2nd Generation offers enhanced features compared to its predecessor. Key qualities of an excellent ECU include versatility, stability, and agility.
Fluidnatek ECU 2nd Generation
As discussed, environmental control is essential because materials, solvents, and additives each have unique chemical and physical properties, and their behavior during electrospinning is highly influenced by the environment. Consequently, the properties of electrospun or electrosprayed materials can vary based on the chamber’s environmental conditions. It is crucial to determine the optimal temperature and relative humidity settings for each specific material and process. Furthermore, proper environmental control is vital for scaling up production and ensuring safety. Fluidnatek is proud to offer a superior Environmental Control Unit that works seamlessly with our electrospinning equipment. As manufacturers of electrospun and electrosprayed materials at an industrial scale, we are acutely aware of the importance of precise environmental control for successful electrospinning.
This year, DGBM Annual Meeting was dedicated to the translation of biomaterials and the requirements for their successful implementation for future therapeutic approaches.
It has been a great opportunity to showcase our proven experience in Nanofibers & Nanoparticles Technology and our Premium Electrospinning solutions.
We would like to thank the organizing committee of the DGBM for inviting us to this successful edition.
Chronic wounds and wound infections are a major problem for the society and novel treatment approaches are developed to improve the current wound care. Electrospun fibrous matrices have several desired ideal wound dressing properties and therefore have shown potential to help the wounds to heal. One of the advantages of electrospun matrices is their fibrous structure resembling the structure of the extracellular matrix of the skin. The other advantage is the possibility to include different drug molecules or even living cells into the fibers. This allows developing innovative drug delivery systems with controlled drug release properties or delivery systems for living cells while preserving their viability and functionality. For the development of such innovations for wound care, it is needed to carefully design the formulations and use electrospinning methods/equipment which provide high-quality and reproducible results. In the webinar, the overall concept of novel delivery systems for wound healing and wound infection treatment will be introduced which are under the development in EsaDres.
About the speaker
Prof K. Kogermann is a CEO and Co-Founder of EsaDres, and the Head of Institute of Pharmacy, at the University of Tartu. She has established her research group – Laboratory of Pharmaceutical Development and Research (www.kogermannlab.com) and the major research focus has been the development of novel drug delivery systems using nanotechnology. Her group has published several research Publications and also a patent on the topic and 9 PhD students have defended their theses under her supervision. Prof Kogermann is working as an expert in the State Agency of Medicines and also in European Pharmacopoeia Dosage Forms group 12.
About EsaDres
EsaDres is a company which will change the wound care by providing on-demand and customized manufacturing of personal wound dressings. We bring the wound dressing preparation technology to the clinic close to the patient and enable the on-site manufacturing of the dressings in according to the patient´s individual needs. We prepare dressings which help the hard-to-heal wounds to heal and our solution is validated on wound care experts in Europe.
More information
Institute of Pharmacy, University of Tartu, Estonia; Pharmaceutical R&D Laboratory. Click herefor more information.
Energy conversion and storage is a global challenge due to ever increasing energy consumption. In energy storage, lithium-ion battery is the current dominant technology, but it presents several technical limitations, as well as a dependence on a few Lithium producer countries. Nanofibers produced by electrospinning are highly promising when it comes to research the feasibility of heterogeneous systems for energy conversion and storage. Electro-catalysis, and post lithium batteries –mainly sodium ion batteries and potassium ion batteries–, are some of the exciting alternatives that electrospinning may contribute to develop and scale up.
About the speaker
Dr. Sana Ullah, research fellow at Institute of Inorganic Chemistry I, and Post Lithium Storage Cluster of Excellence (POLiS), Ulm University, Germany. He is working in the research group of Dr. Montaha Anjass.
Before joining Ulm University, he completed his doctoral degree (Doctor of Engineering) from Institute of Fiber Engineering (IFES), Division of Smart Materials, Shinshu University, Japan. He studied materials engineering during his undergrad, master’s, and doctoral degrees.
His area of research is “electrospun functional polymeric nanofibers for energy conversion & storage”. He has published 45+ research articles in well reputed & peer-reviewed international journals covering research area of electrospun nanofibers for functional applications. He earned “Best Academic Achievement Award” from Shinshu University for the period of 2018-2023.
About University of Ulm
Ulm University (German: Universität Ulm) is a public university in Ulm, Baden-Württemberg, Germany. The University was founded in 1967 and focuses on natural sciences, medicine, engineering sciences, mathematics, economics, and computer science. It is one of the youngest public universities in Germany. The campus of the university is located north of the city on a hill called Oberer Eselsberg, while the university hospital has additional sites across the city.
More information
Institute of Inorganic Chemistry I, Ulm University, Germany. Click herefor more information.
Post Lithium Storage Cluster of Excellence (POLiS). Click herefor more information.
Research Group Leader: Dr. Montaha Anjass. Click herefor more information.
Innovative cosmetic products co-developed by CSIC and Bioinicia: more sustainable and composed only of active ingredients, without excipients and additives: Pure Cosmetics is here!
Patented technology is able to encapsulate compounds in ultra-thin fibers that melt on contact with the skin.
These innovative cosmetic products based on ultra-thin fibers are already available on the market. It’s a revolution in Cosmetics!
Spanish Council for Scientific Research – CSIC, the network of the most excellent research institutes in Spain, together with the company Bioinicia, CDMO of the Bioinicia Group specialized in the development and manufacture of medical, pharmaceutical and cosmetic products using ultrathin fibers (electrospinning) and particles (electrospraying), have jointly patented a technology that makes it possible to create cosmetic products, composed entirely of active ingredients with proven efficacy in vivo tests. Using this technique, the ingredients are encapsulated in ultra-thin, water-soluble fibers, which in turn are also composed of cosmetic substances. The technology makes it possible to dispense with all the excipients, conservatives, and additives of conventional cosmetics, while maximizing the penetration and efficacy of the active ingredients. It is a revolution in Cosmetics!
All these cosmetic products based on highly innovative electrospun fiber-based membranes, which achieve a higher penetration of active ingredients than other conventional cosmetic products, are being manufactured excellently using Fluidnatek electrospinning equipment. More specifically, the process was successfully developed and scaled up using a Fluidnatek LE-500 platform (pilot-production plant), while full-scale manufacturing is taking place using Fluidnatek HT industrial line for mass production.
Bioinicia Cosmetics
Using this technology, CSIC and Bioinicia -through its brand Bioinicia Cosmetics– have developed a new line of 100% natural and vegan cosmetic products for the care and improvement of skin health. “They are composed solely of bioactive ingredients, creating a new generation of cosmetics: Pure Cosmetics”, says Dr. José María Lagarón, CSIC researcher at the Institute of Agrochemistry and Food Technology (IATA) in Valencia, Spain.
Technology is based on the electro-hydrodynamic processing of the technical effect Fiber Boost by electrospinning, which increases the penetration of the active ingredients by more than ten times. These fibers are 100 times thinner than the thickness of a human hair and melt instantly on contact with the skin, providing a clearly noticeable cosmetic effect in just three seconds of application. A real revolution in Cosmetics.
“Its double action mechanism is the key”, says Dr. José María Lagarón. “The ultra-thin fibers adhere and adapt perfectly to the skin’s relief and deliver the active ingredients more homogeneously and effectively. In fact, we have measured that some bioactives penetrate up to 10 times more than in conventional liquid formulations”, he explains. “In addition, the active ingredients are protected within the fibers, embedded in the fibers, keeping all their properties intact and maximizing their efficacy”, he says.
Triple conquest of sustainability in cosmetics
While maximizing the penetration and efficacy of active ingredients, the technology also makes it possible to dispense with all the excipients, conservatives and additives that are necessary to stabilize conventional cosmetics, but which nevertheless provide no benefit to the consumer. “This entails a triple conquer when it comes to sustainability in cosmetics”, Dr. Lagarón points out.
Success of Fluidnatek electrospinning technology
Once again, another real, commercially available electrospun product is manufactured on a large scale using Fluidnatek electrospinning equipment. In this case in the field of cosmetics, although electrospun products have previously been developed in the biomedical, pharmaceutical and filtration fields using Fluidnatek electrospinning platforms. It is a further demonstration of the reliability, consistency, and scalability of Fluidnatek technology to produce nanofiber-based products with a wide range of materials and solvents. Fluidnatek is therefore proud to celebrate this milestone, and we wish Bioinicia and CSIC every success in this new venture in the cosmetics sector.
From Bioinicia Fluidnatek, we would like to invite you to our highly informative Webinar in collaboration with the German biomedical company, matrihealth.
Date: November 22nd, 2023. Time: 5 p.m. CET / 11 a.m. ET / 8 a.m. PT.
Abstract
The extracellular matrix (ECM) is composed of a fibrous network of structural proteins that enhance tissue mechanical properties and offer cellular support. Elastin, a pivotal structural protein within the ECM, is the main component of elastic fibers, and responsible for the elasticity and resilience of tissues and organs. However, elastin is not replenished throughout life, leading to tissue degeneration and loss of function. In response to this challenge, we have devised biomaterials with customizable mechanical properties as a promising solution to counteract the age- and injury-related decline in skin function. We isolated and processed elastin through a proprietary and industrially scalable process to develop composite elastin/collagen nonwoven materials using electrospinning and chemical crosslinking. Processed elastin was successfully integrated into electrospun nonwovens in high amounts up to 90%. Elastin significantly reduces the elastic modulus of the nanofibers while increasing the fleece porosity. These fully absorbable materials exhibited non-cytotoxicity, low irritative potential, and proved to be excellent scaffolds for cell culturing. Furthermore, endotoxin levels for processed elastin and cross-linked nonwovens were both found to be below 10 EU/g and 5 EU/g, respectively, and the material does not cause averse tissue reactions after implantation. Our work has yielded a versatile platform for the industrial-scale, cost-effective production of elastin and tunable nonwoven materials produced by electrospinning for a wide range of biomedical applications.
About the expert
Tobias Hedtke is the CTO and co-founder of matrihealth. He studied biochemistry at Martin Luther University Halle-Wittenberg and received his Master’s degree in 2016. Since 2017, he has been a research associate at the Fraunhofer Institute for Microstructure of Materials and Systems IMWS in Halle (Saale), Germany specializing in the development and characterization of protein-based biomaterials. He is pursuing his PhD in elucidating the molecular structure of elastin and is using these new insights to develop novel elastin-based biomaterials. Since October 2022, he has been responsible for technology, production, and product development at matrihealth GmbH.
About matrihealth
matrihealth GmbH is a life science start-up founded in October 2022 as a spin-off from the Fraunhofer Institute for Microstructure of Materials and Systems IMWS in Halle (Saale), Germany. matrihealth specializes in the isolation and processing of elastin, which will be sold as a raw material in the R&D, cosmetics, nutrition, and medical market sectors. For this purpose, the matrihealth team has developed a proprietary and industrially scalable process that enables the cost-effective production of this high-quality raw material. Another focus of matrihealth is the development of biomaterials for the treatment of complex and chronic wounds, which will be further developed into wound treatment products in the future.
We are excited to announce that Bioinicia Fluidnatek will be present at the BSRT – Tissue Regeneration Symposium 2023 in Berlin, Germany, as a sponsor of the event from 6th to 8th December, 2023. We will be happy to attend anyone interested in electrospinning for biomedical applications.
This event is a unique opportunity to acquire new knowledge in various disciplines related to tissue regeneration from expert speakers who will discuss the challenges facing regenerative medicine with a focus on enhancing tissue regeneration.
We are excited to share ideas, learn from other experts and discuss what we have learned, network with leaders and innovators and share the latest developments of our premium equipments in electrospinning and electrospraying techniques, which produce electrospun materials, for biomedical research.
We look forward to seeing you there, on the Hallway!






























































 ESP
ESP